












What HSTECH can offer?
- Bend Type: Pipe Bend, Steel Pipe Bend, Hot Bend, Induction Bend, Induction Hot Bend
- Material: Carbon Steel API 5L, ASME B16.49, EN 10218 Alloy Steel ASTM A234, Stainless Steel ASTM 312/403 304/304L/316/316L/613Ti/321/317L/310S
- Specification: NPS from 1/2” to 72”, DN from 15 to 1800, WT: <120mm, SCH 40/80/XXS
- Bend Radius: 2.5D/3D/4D/5D/6D/7D/8D/9D/10D
- Bend Angle: 15/30/45/60/90/135/180 deg
- Surface: Light Oiling, Black Painting, PE /3PE Anti-corrosion Coating
- Packing: Packed in Wood Cabins/Wood Tray
- Application: Oil & Gas, Chemical, Renewable energy
Giải pháp chuyên môn trọn gói
 | Incoming inspection |  | Induction bending |  | Heat treatment & Quenching |
 | Pipe end machining |  | Nondestructive testing |  | Destructive testing |
 | Coating & Lining |  | Final inspection & Documentation |  | Shipping |

We are able to provide bends for the most advanced onshore and offshore oil and gas pipeline systems as well as specific applications in the chemical, petrochemical and energy sectors.
Mother pipe: EU/G7/Korea or under customer supply
Bending service: Italy/ Korea/ Malaysia
Coating service: Korea/ Vietnam
- Outside Diameter: Seamless Pipe Bends (1/2″ – 24″), ERW / Welded / Fabricated Pipe Bends (2″ – 36″)
- Wall Thickness: 3mm – 40mm / SCH5, SCH10, SCH20, SCH30, SCH40, STD, SCH80, XS, SCH60, SCH80, SCH120, SCH140, SCH160, XXS
- Bending Radius: R=1D, 2D, 3D, 5D, 6D, 8D, 10D or Custom
- Product Angle: 0° – 180°
- Value Added Services: Hot Dipped Galvanizing, Epoxy & FBE Coating, Electro Polish, Sand Blasting, Threading, Soldering
- Production Grades: Stainless Steel, Alloy Steel, Duplex, Nickel Alloys, Low temperature Steel, Carbon Steel, Copper, Cupro Nickel, Inconel, Monel, Hastelloy
- Heating and Quenching: After bending, especially for heavy wall materials or special alloy steels, it may be necessary to restore the mechanical properties of the pipe using heat treatment. Following heat treatment, bends can be immerged in water (quenching), cooled in still air or forced air, to obtain the right mechanical and corrosion characteristics.
- End Preparation: Plain ends, Weld end preparation and/or Tapering
- Surface Treatment: All products are prepared and protected for shipment with grit blasting and painting facilities.
- Quality & Safety: ISO14001 and OHSAS 18001.
INFORMATION THAT SHALL BE SUPPLIED BY THE PURCHASER
General information
The purchaser shall provide the following information:
a) number of this part of ISO 15590 and year of publication (i.e. ISO 15590-1:2009);
b) bend designation of each bend;
c) quantity of bends;
d) supply of mother pipe by the purchaser or the manufacturer;
e) required bend dimensions, including
⎯ diameter (inside or outside),
⎯ minimum wall thickness,
⎯ bend radius,
⎯ bend angle,
⎯ tangent lengths;
f) end preparation if different from square ends.
Additional information
The purchaser should specify the following additional information:
a) minimum design temperature;
b) maximum design temperature (and any requirement for high-temperature tensile testing);
c) maximum wall thickness;
d) special dimensional requirements;
e) requirements for supplementary inspection and testing;
f) requirements for gauging and other measurements of dimensions, if different from this part of ISO 15590;
g) pipeline design standard or design factors, if different from ISO 13623;
h) pipeline operating conditions;
i) whether it is necessary to apply post-bending heat treatment;
j) mechanical-property requirements at the maximum design temperature;
k) Charpy impact test temperature;
l) requirements for proof, burst or hydrostatic testing;
m) hold-points for witness and approval by purchaser;
n) surface condition;
o) coating or painting requirements;
p) marking requirements, if different from this part of ISO 15590;
q) packaging and shipping instructions;
r) third-party inspection organization;
s) standard designation of inspection document that is required in accordance with ISO 10474;
t) requirements for format and additional content of the inspection document;
u) requirements for hardness testing;
v) other special requirements.
Information on the mother pipe
If the mother pipe is supplied by the purchaser, the following information on the mother pipe shall be provided to the manufacturer:
a) purchasing specification;
b) pipe diameter, inside or outside;
c) pipe wall thickness, nominal or minimum;
d) pipe lengths;
e) pipe manufacturer.
If available, the following additional information shall also be provided:
a) pipe material specification and pipe material certificates, including chemical composition, heat treatment, mechanical properties, dimensions and results of NDT;
b) welding procedure specification and weld metal chemical composition for SAWL and SAWH pipe;
c) weld-seam-repair welding-procedure specification for SAWL and SAWH pipe.
MANUFACTURING
Mother pipe
The mother pipe may be supplied by either the purchaser or the manufacturer. If the mother pipe is supplied by the purchaser, the manufacturer should be consulted as to the required chemical composition, properties and dimensions of the mother pipe, (including seam weld and seam repair weld) with regard to its suitability for induction bending.
The mother pipe should not contain weld repairs to the pipe body.
The wall thickness of the mother pipe shall have adequate allowance for wall thinning at the extrados due to induction bending.
The surface of the mother pipe shall be free from contamination by low-melting-temperature metals, such as copper, zinc, brass and aluminum.
Qualification test bend
The manufacture of all level test bends shall be carried out in accordance with an MPS that shall be qualified before commencement of production, or at the beginning of production if agreed.
A test bend with at least sufficient arc length to allow extraction of the necessary test specimens shall be manufactured in accordance with each preliminary MPS. The inspection and testing of the test bend shall include tangents and both stop and start transition zones if included in the produced bends.
The test bend shall be tested and inspected. The MPS being used for production shall, for each of the essential variables, specify:
⎯ the values recorded during the manufacturing of the test bend;
⎯ the permissible range during production bending.
The variation in essential variables shall not exceed the permissible limits.
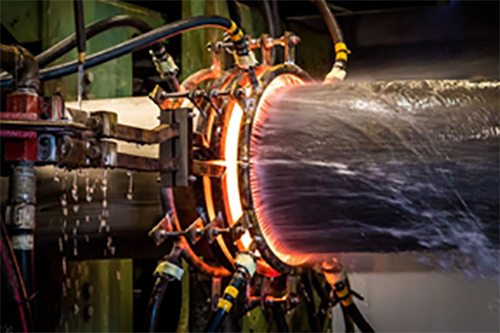
Production bending
Induction bending shall be carried out in accordance with a qualified MPS
Interruption of the induction bending operation shall result in rejection of the bend.
Post-bending heat treatment
Post-bending heat treatment of bends is not mandatory. Post-bending heat treatment may be performed to achieve the required material properties, improve corrosion resistance, remove transition zones at the ends of the bend arc or to relieve residual stresses.
The temperature of each furnace-load of bends shall be monitored by thermocouples connected directly to selected bends and shall be recorded. The type and location of the thermocouples shall be as specified in the
MPS.
Forming and sizing after bending
Hot forming, including spot heating, or hot sizing after bending, shall not be performed unless followed by a subsequent full heat treatment above the upper critical temperature.
Cold forming or sizing without subsequent heat treatment is permitted provided the induced permanent strain does not exceed 1,5 %.
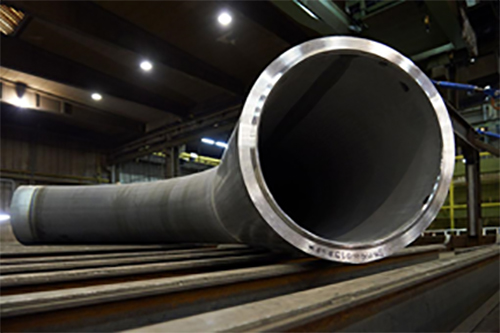
End preparation
Bends shall be supplied with square ends unless otherwise specified by the purchaser.
TESTING AND INSPECTION
An MPS shall be approved or production bends accepted only after all testing and inspection have been performed and all results meet the specified requirements.
The testing and inspection methods and acceptance criteria for induction bends shall be as required by ISO 3183 for pipe of the same steel grade and type.
The upper limit of yield stress for offshore service pipe may be increased by agreement.
Testing and inspection shall be carried out on bends after final heat treatment.
Test results already available for the mother pipe may be used in place of testing and inspections.
If the pipeline installation techniques require post-weld heat treatment of the bend, the purchaser may require additional testing to demonstrate that the mechanical properties of the bend are also achieved after post-weld
heat treatment. The purchaser shall specify the details of the post-weld heat treatment cycle that shall be used during the pipeline installation. The test requirements and acceptance criteria shall be by agreement.
MARKING
Both ends of each bend shall be marked with the following information:
⎯ manufacturer’s name or trademark;
⎯ diameter, outside or inside;
⎯ minimum wall thickness;
⎯ bend designation;
⎯ bend angle;
⎯ bend radius;
⎯ purchase order and item number;
⎯ heat number or manufacturer’s heat identification;
⎯ unique bend number;
⎯ any additional marking specified in the purchase order.
Markings shall be made with indelible paint on the inside surface or, if it is not possible to mark on the inside surface, on the outside for smaller diameter bends.
For bends with a nominal outside diameter of 100 mm (4 in) and larger, markings shall be executed in block capitals with a minimum height of 19 mm (0.748 in). For smaller bends, the height of the stencil marking shall be a minimum of 10 mm (0.397 in). Identification markings shall not be stenciled or painted on the weld preparation.