













MANUFACTURING
Pipe has been saw cut & mechanically beveled (No torch cut materials)
Pipe has been blasted & inspected for any defects (Pitting, out of round, etc.)
MIJ’s are permanently marked with unique serial number
Welding Standard Qualified to (ie. API 1104, ASME sec IX, etc.)
Welding Procedure Qualified with test specimens
Hardness Survey taken on qualification specimen base metal, filler metal, and heat-affected zone
Preheating or another strategy is used to mitigate Hydrogen enbrittlement on welds
QUALITY PROCEDURES
Readily available Quality Manual
Established procedures for each critical manufacturing process
Established procedures for each testing operation
As per approved Inspection & Testing Plan
Defined Final Inspection prior to shipping
TESTING
Machined Forgings are inspected using magnetic particle for surface defects
Each weld is individually inspected for visual defects
Each weld is individually inspected using magnetic particle inspection
Each weld is individually inspected using ultrasonic inspection
Each MIJ is verified for electrical resistance throughout the assembly process
Each MIJ manufactured completes a hydrostatic & pneumatic pressure test
Each MIJ’s dielectric strength is verified using a high voltage test
Once coated each MIJ is checked for coating holidays & coating thickness (report provided)
DESIGN
Applicable Design Codes (ie. ASME VIII, B31.8, etc.)
Design Verification Test Data available for review…
Bend Testing/ Torsional Testing/ Compression Testing/ Cyclical testing
RAW MATERIALS
Isolation Material with upper-temperature limit
Liquid Epoxy (Fill) data sheet/ temperature range available
Sealing Element (ie. Nitrile, EPDM, Viton) with maximum operating temperature/ Specification/ Chemical compatibility available
Sample drawings: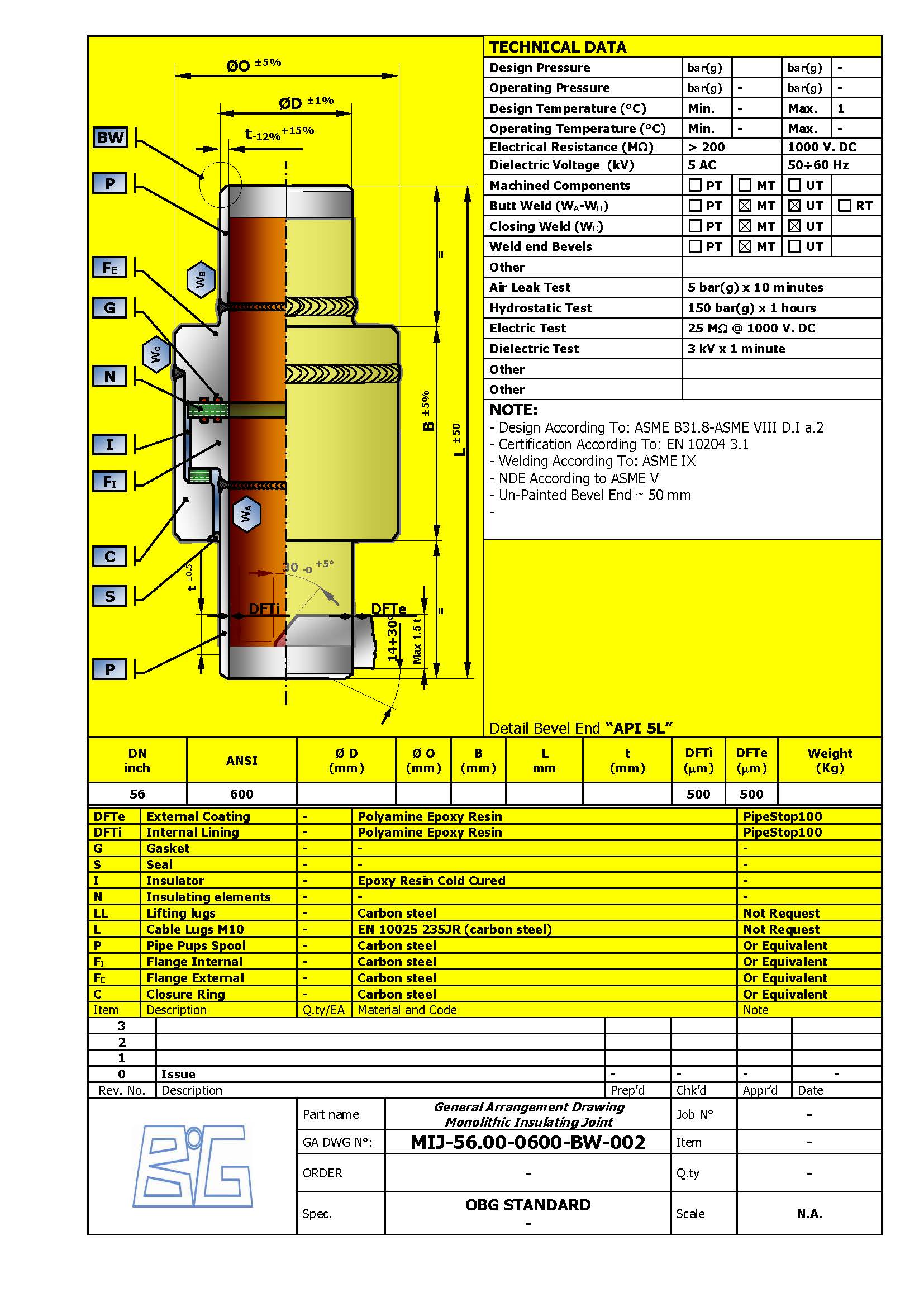
Installation manual:
- Monolithic Isolation Joints are completely assembled and sealed at the factory and should not to be disassembled for installation.
- Inspect bore for foreign particles and clean if necessary.
- Install by butt-welding each end of the factory assembled joint to attaching pipe or fitting.
- No additional heat sink is normally required.
- Each joint is coated with non-conductive epoxy paint. This coating should remain on the product to insure the insulating capability of the joint.
- The Insulating Joint is factory tested for electrical resistance prior to shipment.
- If the original coating is removed or if an additional coating is to be applied, it is the responsibility of the user to assure that the joint remains non-conducting.
Reference list:
| CUSTOMER / PROJECT | COUNTRY | SUPPLIED PRODUCT |
| IRAN ITOK | IRAN | INSULATING JOINT FOR PROJECT IGAT IV – GAS COMPRESSOR STATIONS NO. 5,6,7,8 (48”-56” CL.600) |
| SONALTRACK / SONELGAS | ALGERIA | INSULATING JOINT 6”-8”-10”-12”-24” CL.600 |
| KALDA PETROLEUM | EGYPT | INSULATING JOINT VARIOUS SIZES |
| PETROJET | EGYPT | INSULATING JOINT VARIOUS SIZES |
| GERAB | UAE | INSULATING JOINT 6”-8”-12”-16”-24” |
| CIMCO EUROPE | ITALY | INSULATING JOINT FOR PROJECT IN IRAQ – SIZE 32” – 48” – 56” CL.600 |
| PETRONAS | MALAYSIA | INSULATING JOINT 20” – 24” – CL.300 |
| TARIUS OIL SERIVES | NIGERIA | INSULATING JOINT VARIOUS SIZES |
| MARIDE OFFSHORE | SAUDI ARABIA | INSULATING JOINT VARIOUS SIZES |
| SIDERPIPING | ITALY | INSULATING JOINT 4” – 12” – 42” CL.600 |
| FORITEX | ITALY | INSULATING JOINT 12” CL.600 – 8” CL.900 – 8” CL.2500 |
| PIETRO FIORENTINI | ITALY | INSULATING JOINT 20” CL.300 |
| JOHN BELL PIPELINE | ITALY | INSULATION JOINT 6” CL.900 |